

Adam Cholewa
Zgodnie ze „Studium budowy kopalni węgla kamiennego Kaczyce – etap I” nie przewidywano budowy zakładu przeróbki mechanicznej węgla zlokalizowanego przy zakładzie, gdyż w tym czasie projektowano centralny zakład przeróbczy dla wszystkich nowych kopalń rejonu południowego Rybnickiego Okręgu Węglowego w Pawłowicach.
Ta koncepcja uległa zmianie już niespełna po trzech latach od rozpoczęcia prac budowlanych (styczeń 1981 roku) toteż założenia techniczno-ekonomiczne budowy zakładu przeróbczego zostały zatwierdzone przez Ministerstwo Górnictwa i Energetyki w marcu 1982 roku, a projekt techniczny w latach 1983 – 1985.
Podobnie jak w przypadku zakładu wydobywczego, również w tym projekcie przewidziano dwuetapową budowę odpowiadającą aktualnej zdolności wydobywczej kopalni.
W „Morcinku” zastosowana technologia wzbogacania różniła się od tych dotychczas stosowanych w wyniku rozwoju konstrukcji maszyn przeróbczych umożliwiających selektywne kruszenie urobku oraz zastosowania osadzarek średnioziarnowych z jednej strony a z drugiej wzrostem najdrobniejszych klas ziarnowych oraz zwiększenia zawartości kamienia w urobku brutto w wyniku postępującej mechanizacji.
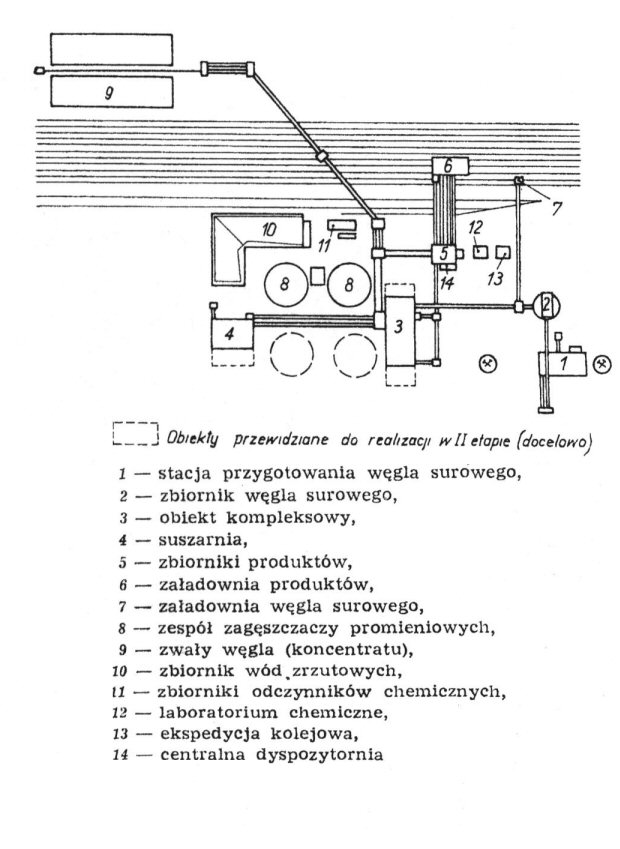
Zakład przeróbczy składał się z następujących obiektów:
– stacja przygotowania nadawy 50 – 0 mm,
– zbiornik węgla surowego o pojemności 7000 t,
– obiekt kompleksowy obejmujący sekcje trój- i dwuproduktowego wzbogacania,
– suszarnia koncentratu,
– zagęszczacze promieniowe wraz z pompownią,
– zwały koncentratu o pojemności 20 000 ton węgla,
– zbiornik produktu gotowego,
– załadownia produktu gotowego,
– załadunek węgla surowego i odpadów,
– osadniki zrzutowe z pompownią,
– magazyn odczynników,
– do zakładu przeróbczego zaliczają się również budynki laboratorium chemicznego i ekspedycji kolejowej.


Wzajemne rozmieszczenie obiektów zakładu przeróbki mechanicznej, a także względem szybu I i II, pokazano na rysunku poniżej. Należy przy tym podkreślić, iż zakład przeróbczy zlokalizowano w taki sposób by jak najmniej wpłynął on na lokalizację obiektów zakładu wydobywczego zaprojektowanych wcześniej.
Dane ilościowo-jakościowe charakteryzujące produkcję przeróbki pokazano w tabeli poniżej:
| Wyszczególnienie | Wartość |
| Nadawa brutto | 100% |
| Ilość wydzielonych odpadów | 45% |
| Produkcja netto | 55% |
| Uzysk węgla wsadowego do brutta/netta | 50%/92% |
| Wychody brutto produktów końcowych – koncentrat 20 – 0 mm – przerosty 10 – 0 mm – odpady 50 – 0 mm | 50% 5% 45% |
| Wychody netto produktów końcowych – koncentrat 20 – 0 mm – przerosty 10 – 0 mm | 92% 8% |
Ogólne dane techniczne zakładu przeróbki dla pierwszego etapu pokazano poniżej:
| Wyszczególnienie | Wartość | Dane wskaźnikowe na jedną tonogodzinę wydajności zakładu |
| Wydajność zakładu | 850 t/h | – |
| Masa maszyn i urządzeń | 5000 t | 5,9 t |
| Moc zainstalowana | 13 200 kW | 15,5 kW |
| Kubatura budynków | 230 000 m3 | 270 m3 |
| Zatrudnienie | 240 osób/d | 0,28 osób |
Według projektu zużycie podstawowych materiałów technologicznych przedstawiało się następująco:
odczynnika flotacyjnego – 6 t/d,
paliwa do suszarek – 90 t/d,
flokulanta – 0,1 t/d,
świeżej wody do procesu – 850 m3/d.
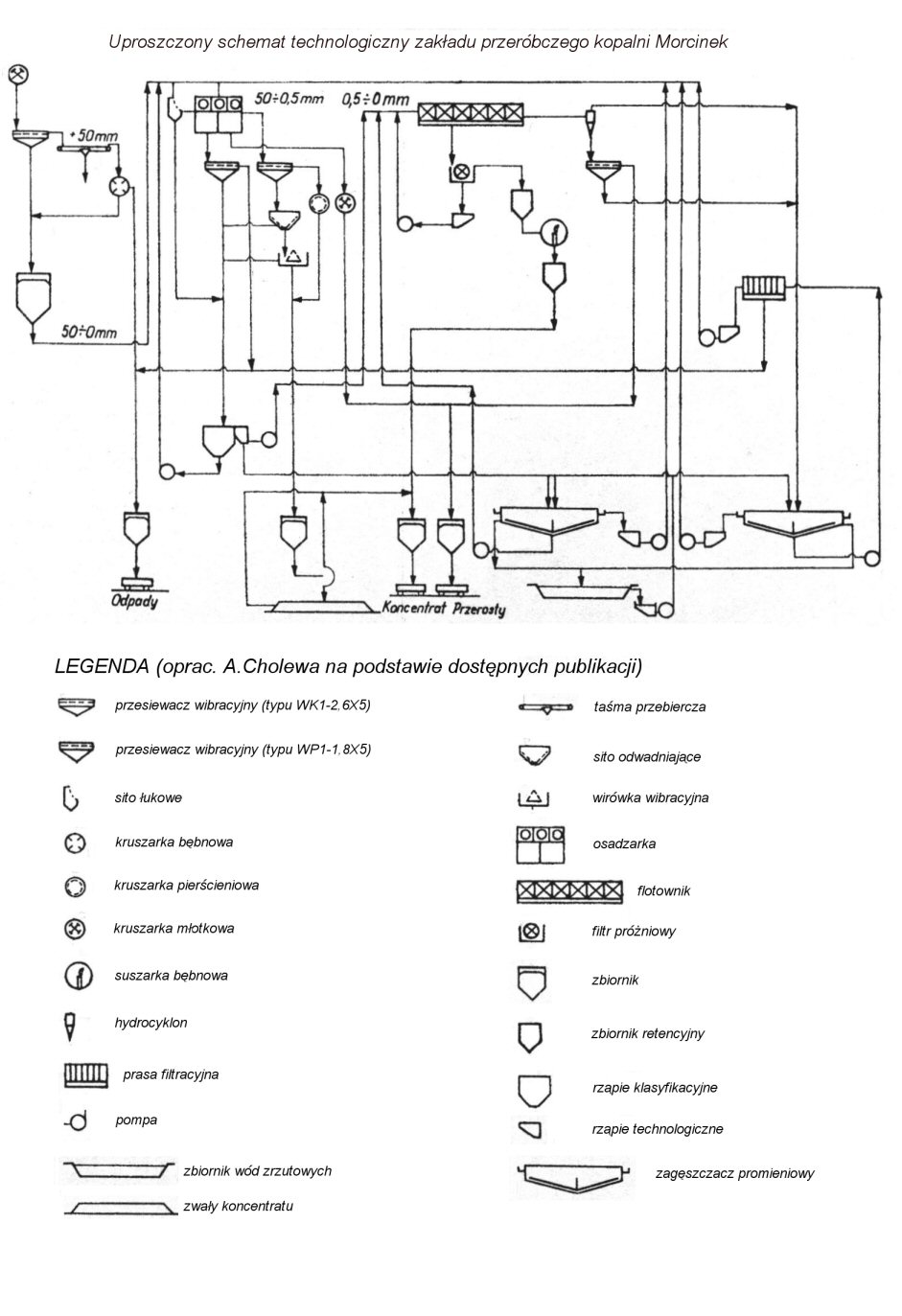
Pod względem technologicznym zakład przeróbczy składał się z następujących sekcji:
– przygotowania nadawy o uziarnieniu 50-0 mm,
– trójproduktowego wzbogacania klasy 50-0,5 mm w osadzarce,
– dwuproduktowego wzbogacania klasy 0,5-0 mm metodą flotacji oraz obiegu wodno-mułowego,
– suszenia koncentratu 0,5-0 mm,
– magazynowania i załadunku produktów wzbogacania.
Poniżej pokazano uproszczony schemat technologiczny zakładu:
Zakład przeróbczy kopalni „Morcinek” wyposażono w maszyny i urządzenia wyłącznie produkcji krajowej o łącznej masie 5000 ton. Tabela poniżej zawiera spis podstawowych maszyn i urządzeń zastosowanych w sekcjach i operacjach technologicznych:
| Sekcja technologiczna | Operacja technologiczna | Maszyny i urządzenia | Liczba maszyn lub urządzeń |
| 1. Sekcja przygotowania nadawy 50-0 mm | 1. klasyfikacja przedwstępna fi 50 mm 2. selektywne kruszenie klasy + 50mm | przesiewacze wibracyjne WK1-2,6X5 kruszarki bębnowe typu KB-3,2X5 | 2 2 |
| 2. Sekcja trójproduktowego wzbogacania klasy 50-0,5 mm | 3. częściowe odmulane nadawy 50-0 mm 4. wzbogacanie klasy 50-0,5 mm 5. klasyfikacja koncentratu na klasy 50-20 i 20-0,5 mm 6. kruszenie koncentratu 50-20 mm na klasę 20-0 mm 7. wstępne odwadnianie koncentratu 20-0,5 mm 8. końcowe odwadnianie koncentratu 20-0,5 mm 9. kruszenie półproduktu na klasę 10-0 mm 10. końcowe odwadnianie półproduktu 10-0 mm 11. końcowe odwadnianie odpadów 50-0,5 mm | sita łukowe osadzarka typu OS36-D3 przesiewacze wibracyjne typu WP1-1,8X5 kruszarki pierścieniowe typu UP-1000X1000 sito odwadniające BISO o średnicy 2800 mm wirówki wibracyjne WOW-130 kruszarki młotkowe 800X800 odwadniarka typu NAEL-3A przesiewacze wibracyjne WP1-1,8X5 | 2 1 2 2 1 3 2 2 2 |
| 3. Sekcja dwuproduktowego wzbogacania klasy 0,5-0 mm i obiegu wodno-mułowego | 12. klarowanie wód popłuczkowych 13. flotowanie mułu 14. odwadnianie koncentratu 15. klasyfikacja kontrolna odpadów 16. odwadnianie odpadów 0,5-0,3 mm 17. klarowanie zawiesin odpadów flotacyjnych 18. odwadnianie odpadów flotacyjnych 0,3-0 mm | zagęszczacz promieniowy D=40 m flotowniki typu IZ-12 filtry próżniowe FTC-150 cyklony D=700mm przesiewacze wibracyjne typu WP1-1,8X5 zagęszczacz promieniowy D=40 m prasy filtracyjne ROW-570 | 1 4 4 4 2 1 6 |
| 4. Sekcja suszenia koncentratu 0,5-0 mm | 19. suszenie koncentratu 0,5-0 mm | suszarki bębnowe typu ROW-2 | 3 |
| 5. Sekcja magazynowania i załadunku produktów wzbogacania | 20. magazynowanie koncentratu 20-0 mm 21. ważenie koncentratu 22. ważenie półproduktu 20-0 mm 23. podtaczanie pustych wagonów do załadunku | zwałowarka ZOWA-3 wagi pojemnikowe o pojemności 90 t węgla wagi pojemnikowe o pojemności 90 t węgla ciągnik elektryczny CEZ-15-N | 1 2 1 2 |
Większość urządzeń ciągu technologicznego mieściła się w obiekcie kompleksowym zakładu przeróbczego o wymiarach 67 m x 30 m x 40 m (długość x szerokość x wysokość) i kubaturze ponad 80 tys. metrów sześciennych.

Rysunki poniżej pokazują układy przestrzenne maszyn i urządzeń w sekcjach wzbogacania węgla klasy 50-0,5 mm i 0,5-0 mm:


Struktura przestrzenna zakładu przeróbczego charakteryzowała się:
– małą kubaturą zabudowy maszyn i urządzeń,
– minimalną długością dróg transportowych,
– maksymalnym wykorzystaniem transportu grawitacyjnego,
– łatwością obsługi oraz montażu i demontażu maszyn i urządzeń.
Niestety autorzy nie dysponują informacjami o modyfikacjach układu technologicznego zakładu przeróbki mechanicznej węgla kopalni podczas jej krótkiego życia (o ile takie miały miejsce).